The mining sector demands resilient equipment for the very toughest applications. From heavy duty slurry handling to high-temperature corrosive applications, Flocontrol has a range of purpose-designed, industry-leading mining valves and specialised products to meet all manner of mining needs and keep business flowing.
The Flocontrol approach leads the way in design and material developments to maximize asset life and minimize downtime. Our products set the benchmark for reliable and safe mineral processing operations – even when it comes to highly corrosive hydrometallurgical circuits and acid handling.
Click to see our mining valves and specialised products via the link below.
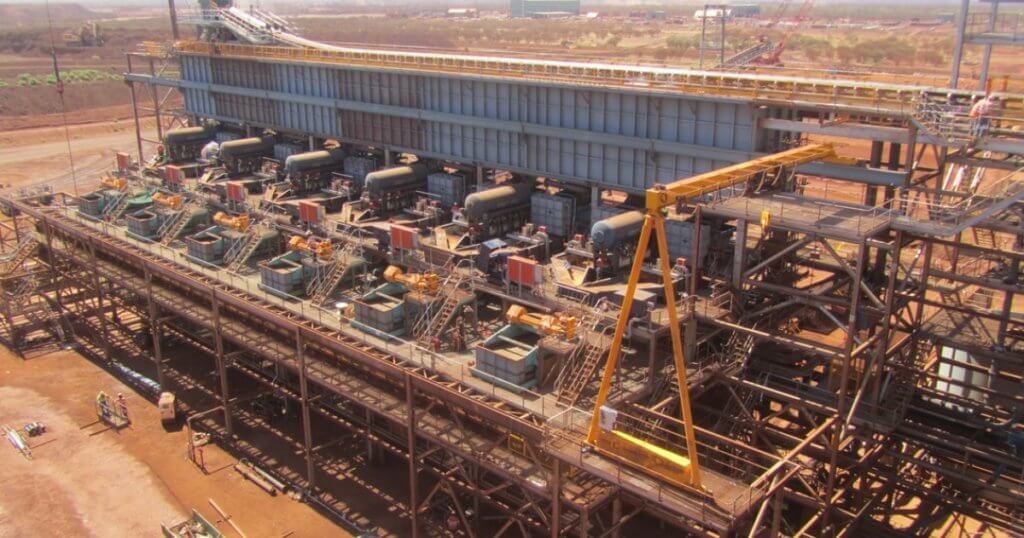
The world’s second largest mining corporation, Rio Tinto, engaged Mineral Resources company CSI to deliver a US$2.2 billion processing plant, capable of crushing, wet screening and beneficiating 25M wet tonnes of ore annually. Under a tight delivery schedule, with fluctuating valve requirements, Flocontrol delivered the complete valves package, including over 1200 butterfly, knifegate, ball, check and control valves safely and efficiently to meet the project’s target delivery.
To achieve this, we developed custom project delivery processes, innovative valve tagging and logistics operations to enhance agile delivery and facilitate ease of receipt and processing by the client. Flocontrol was further engaged 18 months later to supply valves for the Nammuldi Stage 2 expansion and has since been a regular and reliable supplier to Rio Tinto for many of their valve requirements, including the more recent Mesa A and Mesa J projects.
Through our founders’ mining history and experience, we understand the procurement pain points in the industry and continually develop our practices and procedures to mitigate these issues for our clients.